
Submerged Nozzle
Submerged Nozzle Description
Submerged nozzle ‘s top end connects to the bottom of tundish, bottom end extends into crystallizer, so steel liquid flows from tundish won’t expose to air. The advantages of submerged nozzle are: avoiding steel liquid splashing, reducing impurity entry and protecting steel liquid from oxidization.
Submerged nozzle’s working condition is very harsh, such as very strong thermal shock, steel liquid scouring and erosion, crystallizer protection slag intense corrosion. As protection slag is low melting point, low viscosity material which contains strong corrosive fluorite, K oxide and Na oxide, its corrosion to submerged nozzle is severer than long nozzle, submerged nozzle’s technical requirement is much higher than elongated nozzle.
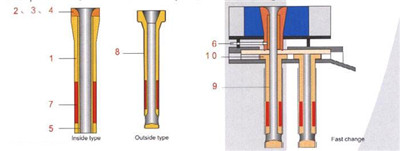
Submerged Nozzle Types
Silica submerged nozzle is primary used in steel mills, but the corrosion rate is very quick, can only be used in those with lower continuous casting times. Quartz submerged nozzle is not suitable for high continuous casting level or special steel continuous casting mills. Composite submerged nozzle is improved on basis of molten quartz nozzle, slag line adopts composite refractory which has better corrosion resistance to improve service life.
To meet the quick development of continuous casting technique, alumina carbon submerged nozzle is designed. Its service life is significantly prolonged, but thermal shock resistance of alumina carbon submerged nozzle is not very good. To meet thermal shock resistance, some ratio of mullite and molten quartz are added into alumina carbon submerged nozzle. Composite submerged nozzle, such as alumina zirconia carbon submerged nozzle, zirconium boride submerged nozzle are developed, which have good slag corrosion resistance and steel liquid corrosion resistance.

Submerged Nozzle Physiochemical Index
| Item | Composite submerged nozzle-1 | Composite submerged nozzle-2 | Quartz submerged nozzle | |||
| Main body | Slag line | Purging part | Main body | Slag line | ||
| Material | Al2O3-C | ZrO2-C | Al2O3-C | Al2O3-C | ZrO2-C | Quartz |
| Al2O3 %≥ | 48 | / | 80 | 45 | / | / |
| C %≥ | 30 | 15 | 15 | 20 | 12 | / |
| ZrO2% | / | 77 | / | / | 80 | / |
| SiO2 % | ≤15 | / | / | ≤20 | / | ≥99 |
| Apparent porosity %≤ | 17 | 18 | / | 20 | 18 | 19 |
| Cold compression strength Mpa ≥ | 17 | / | / | 16 | / | 40 |
| Cold rupture strength Mpa | ≥6 | / | / | ≥4 | / | / |
| Thermal shock resistance/ times | ≥5 | / | / | ≥5 | / | ≥5 |
For aluminum killed steel casting, nozzle will be blocked by clots, so argon blowing method can be used to avoid this problem, inner lining of submerged nozzle can adopt carbon free refractory and calcium zirconate to get better performance. Submerged nozzle also has another important problem, i.e., surface oxidation, which can make submerged nozzle lose structural strength and damaged. So, a layer of anti-oxidation material can be coated to the surface of submerged nozzle.