The hot blast stove burner is a device that mixes gas and air and sends them into combustion. The burner used in the hot blast stove is divided into two types: metal material and ceramic material. Among them, the ceramic burner is mainly made of mullite or cordierite-mullite refractory materials. The lining refractory material of the hot blast stove and its construction quality will directly affect the thermal insulation effect of the furnace body and the stability of the furnace lining structure, thus having a profound impact on the life of the furnace body and design efficiency.
Friends who have not been in contact with cordierite mullite bricks will be very unfamiliar with this refractory brick. Today, Rongsheng Factory will introduce the product knowledge of cordierite mullite bricks to you, hoping to provide help to friends who need refractory bricks for ceramic burners in hot air stoves.
Cordierite mullite brick is a novel refractory material in the 1980s. It has the characteristics of high refractoriness, good thermal shock resistance, high load softening temperature, small expansion coefficient, and long service life. Cordierite mullite bricks are widely used in the light industrial ceramics industry, tunnel kiln car bricks, raceway kilns, pusher kilns, pusher kiln furniture, saggers of various specifications, etc. It is also suitable for kiln car surfaces in the ceramic industry, porous kiln push plates, roller kiln gaskets, and sagger for ceramics. It replaces clay refractory materials and high alumina refractory materials. It works well.
Cordierite Bricks for Ceramic Burner of Hot Stove
A burner is a device used to mix gas and air and send them into the combustion chamber. It is generally required to have sufficient combustion capacity, which is beneficial to shorten the burning period. It is necessary to ensure that the gas and air are mixed evenly and can be burned stably to avoid back spraying.
In order to improve the combustion capacity and meet the needs of high wind temperatures, ceramic burners are used. The ceramic burner is a burner made of refractory materials and installed in the combustion chamber. Gas and air pass through a special structure before combustion so that the airflow is divided into small streams (called trickle segmentation), mixed with each other after spraying out, and then burned in the room. Obviously, from the function of the ceramic burner, its working environment is subjected to the thermal shock of the sharp temperature change during the heat exchange process. Taking a steel factory as an example, each blast furnace has 4 hot blast stoves for the hot blast. When the hot blast stove is in normal production, it takes 35 minutes to heat up and 45 minutes to supply air. The brick temperature fluctuates from 500-600°C to as high as 1000°C at the moment when the ceramic burner starts to burn after the air is supplied. The thermal shock to refractory bricks is obvious. In addition, it is also impacted by combustion gas, so the corresponding refractory material should have better thermal shock resistance.
If the hot blast stove is an external combustion type. Traditional bricks for ceramic burners are cordierite bricks, but now they have been developed to use andalusite-mullite refractory bricks materials, high alumina cordierite bricks, mullite cordierite bricks, etc.
If it is a top-fired hot blast stove, the air temperature of the ceramic burner is relatively high (about 1360°C). Higher thermal shock resistance is required, which is reflected in the test conditions and the number of thermal shock stability. Originally required 1300°C, water cooling now requires 1100°C, and water cooling, thermal shock stability is not less than 100 times. The production of these bricks also uses three-stone minerals, especially andalusite minerals.
The cordierite bricks for hot blast stove burners produced by Rongsheng refractory brick manufacturers have good thermal stability and a small thermal expansion coefficient. Based on the principle of being responsible to customers, Rongsheng manufacturers strictly control the production standards of refractory products. To ensure that the produced refractory cement, refractory bricks, castables, and other products can have good high-temperature resistance and strong slag resistance. It can meet the operating temperature of the customer’s actual boiler. The product quality has been well received and supported by new and old customers. Buy cordierite bricks, cordierite mullite bricks, mullite refractory bricks, factory direct sales, and refractory materials at reasonable prices. Welcome to consult and purchase, Rongsheng refractory products and customer service will not let you down.
The main products produced by the direct reduction method are solid sponge iron, iron granules, and liquid pig iron. Among them, the production method of sponge iron is the most mature and has the largest output. The production of sponge iron mainly uses iron concentrates, iron oxide scales, and other raw materials with high iron oxide content, which are reduced to metallic iron under the action of reducing media. The reaction is a solid-phase reaction and emits a lot of gas. There are many pores in the generated solid iron, like a sponge, so it is called sponge iron. The reaction temperature is generally between 800 and 1300°C. The reducing media used are mainly non-coke reducing agents such as coal, natural gas, and coal gas. The equipment used in the production of sponge iron by the direct reduction method mainly includes a shaft kiln, square kiln, annular kiln, rotary kiln, tunnel kiln, and continuous furnace at the bottom of the trolley, etc.
Production of Sponge Iron by Shaft Kiln
It uses natural gas and steam to produce reducing gas, and then reducing gas reduces iron ore into sponge iron in a shaft furnace. The production process of HYL III sponge iron can be divided into two parts, the gas-making boundary area, and the reduction boundary area. The gas production boundary includes the generation and purification of reducing gas. The reduction boundary includes heating of reducing gas and reduction of iron ore. In the gas production boundary zone, steam and natural gas are mixed and then catalytically cracked in the reformer to produce synthesis gas mainly composed of hydrogen and carbon monoxide, which is dehydrated and sent to the reduction boundary zone. The cracking reaction is:
CH4 + H2O = CO + 3H2
CO + H2O = CO 2 + H2
In the reduction boundary area, after dehydration and decarbonation of the shaft furnace top gas, it is mixed with the gas from the gas production boundary area to form a reduction gas and enters the reduction gas heating furnace together. The heated reducing gas enters the furnace from the bottom of the reduction section of the shaft furnace and flows from bottom to top. Iron ore is added from the top of the shaft furnace and moves from top to bottom. The reducing gas and iron ore undergo a chemical reaction in reverse motion to produce sponge iron. Among them, the chemical reactions that take place are:
3CO + Fe2O 3 = 2Fe + 3CO 2
3H2 + Fe2O 3 = 2Fe + 3H2O
Process for Producing Sponge Iron in Tunnel Kiln
A tunnel kiln is a modern continuous firing thermal equipment, which is widely used in the roasting production of medium sponge iron in the metallurgical industry. It can also be used in other industries such as refractory production. The reason why the tunnel kiln has a wide range of industrial applications is inseparable from its stable firing system.
Producing Sponge Iron in Tunnel Kiln
The tunnel kiln for firing sponge iron is a low-temperature kiln with a temperature range of 1000~1350℃. The heat source is clean energy natural gas, and the sponge iron reduction tank is transported by a kiln car for production reduction through a tunnel kiln. Tunnel kiln firing sponge iron is mainly divided into preheating zone, firing zone, and cooling zone. The temperature of these three parts can often be kept within a certain range. Therefore, the quality of the fired product is better.
Rotary Kiln for Producing Sponge Iron
The rotary kiln method, also known as the “SL/RN” method, uses solid fuel as a reducing agent and a rotary kiln as a reactor. The reducing agent and pellets (pig iron or pellets after oxidative roasting consolidation) simultaneously enter the rotary kiln for reduction roasting. The resulting sponge iron generally has a metallization degree of more than 90% and a particle size of 5 to 15 mm, which is usually used as a steelmaking raw material.
The working principle of the rotary kiln is to produce sponge iron. The raw material composed of solid carbon and ore particles (pellets) moves in the rotary kiln with the inclined furnace body and advances continuously. During the movement, the charge is preheated (<800°C region) and reduced (900-1000°C region) by the gas generated by the countercurrent or cocurrent combustion, and finally the product solid sponge iron is obtained.
Requirements for the Refractory Materials for Sponge Iron Production by direct reduction
At present, the sponge iron produced by shaft kilns with natural gas as the reducing medium in the world mainly accounts for about 80%. No matter what kind of kiln, the operating temperature is not high. Therefore, generally, aluminum-silicon-based refractories can meet the temperature requirements as kiln linings. However, it should be noted that Fe2O3 in the refractory material will be reduced to metallic iron and Fe3C under CO atmosphere conditions. The presence of Fe3C will promote the deposition of carbon, resulting in embrittlement cracking of the refractory. Therefore, in order to improve the service life of the furnace lining of the equipment, the Fe2O3 content in the refractory material should be reduced, and the structure of the selected material should be dense and the pores should be fine.
Rongsheng is a refractory manufacturer with rich production and sales experience. Rongsheng’s refractory products have been sold to more than 70 countries around the world, such as South Africa, Philippines, Chile, Malaysia, Indonesia, Vietnam, Kuwait, Turkey, Zambia, Peru, Mexico, Qatar, Egypt, Russia, Kazakhstan, etc. . In solving the problem of refractory lining materials for industrial furnaces, we have also accumulated many cases and solutions for thermal furnaces of customers. If your thermal kiln needs refractory lining materials, please contact us to purchase refractory materials for the production of sponge iron kilns. It is best to attach the working conditions of your refractory kiln, the working environment of the refractory lining, the working temperature, erosion conditions, etc. Based on the information you provide, we will recommend the most suitable refractory for your production needs. In order to reduce the number of furnace shutdowns and repairs, improve production efficiency and increase production efficiency.
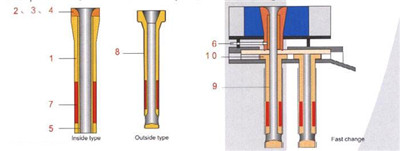
Ladle Porous Plugs are the most critical functional element in the bottom argon blowing process for molten steel refining, and their use conditions are very harsh. Ladle Porous Plugs can be divided into two types according to the assembly method: internal integral Porous Plugs and External combination Porous Plugs. The Porous Plugs’ core needs to be protected by supporting brick. At present, the well blocks for ladle are generally casted and used directly after curing, drying, and baking. The well blocks mainly undergo the following effects during use. (1) The brick working face is repeatedly subjected to rapid cooling and heating, which easily causes the brick to break and peel off. (2) Corroded and penetrated by molten steel and slag. (3) It is strongly scoured and worn by high-temperature molten steel. Therefore, it is required that the well blocks for ladle should have high strength, good thermal shock resistance, and excellent slag erosion resistance.
The well blocks for ladle often appear cracks, transverse fractures, and block-dropping phenomena during use. It seriously affects its service life, and improving its thermal shock resistance is an important way to increase its service life. At present, there are many kinds of research on Porous Plugs, but not much researches on well blocks for the ladle. In this work, the effect of cement addition on the performance of corundum spinel ladles Porous Plugs was studied. It is expected to increase the service life of the Porous Plugs block, enhance its safety factor, and meet the requirements of steelmaking plants.
The effect of cement addition on the performance of ladle Porous Plugs and well blocks
(1) With the increase of cement addition, the normal temperature flexural strength and compressive strength of the sample after drying at 110°C gradually increase. The normal temperature flexural strength and compressive strength of the sample after being burned at 1560°C first increase, then decrease, and then increase. The linear change after burning first increases and then decreases. When the cement content is 6% (w), the strength is lowest. The apparent porosity and linear change rate after firing are the largest, and its performance is the worst.
(2) With the increase of cement addition, after three thermal shocks after water cooling at 1100°C, the strength retention rate of the sample after firing at 1560°C gradually increases, and the thermal shock resistance is improved. When the mass fraction of cement is 10%, the thermal shock resistance is the best.
(3) The anti-burst performance of the samples added with an anti-explosion agent is obviously improved. Especially the anti-explosive effect of sodium bicarbonate or sodium bicarbonate + polypropylene organic fiber composite is the best.
(4) The service life of high-purity corundum spinel bottom-blown argon-blown ventilating bricks with a cement addition amount of 6%-10% (w) and a compound explosion-proof agent has been increased from the original average of 31 times to an average of 36 times.
Comparison of performance of chrome corundum Porous Plugs block and corundum-spinel Porous Plugs block
Chrome corundum, as a traditional material for ladle Porous Plugs block, has played a very important role for a long time. Due to the insufficient performance of traditional chrome corundum bricks in thermal shock resistance, it is prone to cracks during use. It is very easy for molten steel to invade the brick body along the gas inlet that produces cracks, forming molten steel penetration, which will seriously affect the effect of argon blowing. In addition, chromium can also pollute the environment. Therefore, chrome corundum Porous Plugs block have been gradually replaced by corundum spinel Porous Plugs block with better performance. However, chromium corundum Porous Plugs blocks are better than corundum-spinel Porous Plugs blocks in terms of body stability and resistance to slag penetration.
Performance Comparison of Chrome Corundum Brick and Corundum-Spinel Brick
The material of chromium corundum is a sintered tabular corundum with compact structure, low porosity, and easy sintering as the main raw material. There are some differences in the performance of the two types of Porous Plugs blocks. Generally speaking, the volume density of the corundum-spinel Porous Plugs block is smaller than that of chrome corundum Porous Plugs block under the same particle size gradation. The porosity of corundum-spinel brick is lower than that of chrome corundum brick. This is because, during the firing process, the swelling of the body caused by the formation of spinel offsets part of the shrinkage caused by the fine powder, resulting in a decrease in porosity. On the other hand, the linear change rate of the corundum-spinel Porous Plugs block is slightly larger than that of the chrome corundum Porous Plugs block. That is to say, the volume stability of corundum-spinel Porous Plugs blocks is not as good as that of chrome corundum bricks, mainly because magnesia alumina spinel is generated during the firing of corundum-spinel Porous Plugs blocks.
Since the slits of slit-type Porous Plugs blocks are relatively narrow, generally about 200 μm. If the volume of the Porous Plugs block changes greatly during the firing process, it will affect the size of the slits, and ultimately affect the air permeability and blowing effect. As a result, the performance of the Porous Plugs block is reduced during the use, the blowing rate is reduced, and even the blowing is blocked. Since the thermal shock stability of the spinel is better than that of corundum, the thermal shock stability of the corundum-spinel Porous Plugs block is better than that of chrome corundum Porous Plugs block. The corrosion index of the two slag resistance is the same, but the slag penetration resistance of the chrome corundum brick is stronger than that of the corundum-spinel brick.
Generally speaking, corundum-spinel Porous Plugs blocks are better than traditional chrome corundum Porous Plugs blocks in terms of performance. The traditional chrome corundum Porous Plugs block has been gradually replaced by it. Corundum-spinel Porous Plugs blocks are gradually becoming the mainstream ladle Porous Plugs blocks today.
Rongsheng is an experienced refractory material manufacturer and sales company. Rongsheng’s refractory products have served refractory lining projects in more than 60 countries around the world. We have a wealth of refractory lining solutions for refractory linings for steel smelting furnaces, glass kilns, and cement kilns. If you want to buy refractory materials for ladle, please contact us. We will provide you with services according to your specific needs.
The ladle is an extremely important metallurgical equipment in the steelmaking process. Its role is not only the ladle for carrying molten steel in the traditional sense but also the core carrier of the refining process outside the furnace. The choice of Refractory Materials for Ladle Lining is not only related to the life and cost of the ladle but also directly affects the output and cleanliness of molten steel. Let’s look at the use and development of refractory materials for ladle lining in a steel plant in the past 20 years.
Development of refractory materials for ladle lining
According to a steel mill, they have 3 types of the ladle. In the order of commissioning, they are 120 t ladle, 150 t ladle, and new 150 t ladle, of which the new 150 t ladle is modified from the original 40 t ladle. The refractory materials used in different ladles are different due to different specific production requirements.
Steel-Ladle Refractory Lining
40 t ladle
Initially, the lining of the 40t ladle was entirely made of alumina-magnesia machine-made bricks, the thickness of the bottom bricks was 300 mm, and the thickness of the wall was 120 mm. Due to the shortcomings of alumina-magnesia machine-made bricks such as thermal shock stability and poor high-temperature strength, the life of the 40 t ladle bottom is only about 40 furnaces, which cannot be synchronized with the body bricks. Later, magnesia-carbon bricks were used for the bottom of the bag, and alumina-magnesia machine-made bricks were used for the wall and slag line, and the overall service life reached more than 100 furnaces.
120 t ladle
At the initial stage of production, the Refractory Materials for Ladle Lining of 120t ladle is made of alumina-magnesia machine-made bricks, the thickness of the bottom brick is 300 mm, and the thickness of the wall brick is 160 mm. In the early stage, the life of the ladle can be up to 90 furnaces when it is cast directly on the ladle. After the application of the refining process, as the refining ratio continues to increase, the life of the ladle is significantly reduced. The main reason is that the electrodes of the LF refining furnace heat up the molten steel and slag near the slag line, and the alumina-magnesia bricks are quickly melted and lost at high temperatures. In addition, refining will extend the residence time of molten steel in the ladle and also accelerate the erosion of alumina-magnesia bricks. Beginning in 2009, full magnesia carbon bricks have been used in 120t ladle. Magnesia carbon bricks have excellent slag resistance and high-temperature stability, and their service life can reach more than 110 furnaces in a smelting environment with a high refining ratio.
150 t ladle
Steel grades such as cold-rolled plates for automotive plates produced by the 150 t converter system have strict requirements on the carbon content and cleanliness of the molten steel. Therefore, from the initial stage of production, the 150 t ladle has adopted the process route of ladle bottom, clad wall alumina-magnesia machine-made bricks, and slag line magnesia-carbon bricks. At the same time, considering the CAS furnace process, the breathable brick is set in the center of the bottom of the bag, just in the molten steel impact area, and the molten steel has a serious impact on the breathable brick. In addition, due to the poor high-temperature performance of the alumina-magnesia machine-made bricks, the bottom working lining and the air-permeable bricks are severely broken. The life of the ladle is only about 70 furnaces, which cannot meet the needs of production rhythm. Later, magnesia carbon bricks were also used at the bottom of the package, and the problem of broken bricks and excessive melting loss at the bottom of the package was improved.
Application of Carbon-free Lining Materials
After a series of technical optimizations, the steel plant’s refractory materials for ladle are basically finalized. That is, magnesia-carbon bricks with 14% C mass fraction are used for the bottom and slag line, the walls are made of alumina-magnesia machine-made bricks combined with lignosulfonate, and the permanent layer is made of alumina-magnesia castable. The ladle of this material can basically meet the production rhythm of converters and continuous casting at that time. The three bricks and slag line bricks are replaced once every 20-30 furnaces are used, and the slag line bricks are replaced 1 to 2 times during the entire service process. With the development and production adjustment of various steels, the proportion of refining outside the ladle furnace is getting higher and higher. Low-carbon and ultra-low-carbon automobile panels have strict requirements on the carbon content of the lining. Traditional linings can no longer meet the production needs, so carbon-free linings have emerged.
Since 2015, steel plants have tested corundum spinel-based carbon-free materials on 150t ladle and will be promoted throughout the plant in 2016. The upgraded ladle bottom and wall are corundum spinel bricks, and the slag line uses improved magnesia-carbon bricks with 14% C mass fraction.
Corundum Spinel Bricks
The corundum spinel brick is developed under the background of the leapfrog development of refractory raw material production technology. It is a comprehensive upgraded product of alumina-magnesia machine-made bricks. The main raw materials are fused corundum, sintered corundum, fused magnesia fine powder, Al2O3 powder, alumina-magnesia spinel powder, pure calcium aluminate cement, and additives. It has the advantages of good high-temperature stability, strong corrosion-resistance, and high matrix strength.
There are 2 types of corundum spinel brick, organic pressed brick and prefabricated block. The former uses lignosulfonate as the binding agent, and the latter uses cement or alumina gel as the binding agent. The ladle built with prefabricated blocks has a better actual use effect. The machine-made bricks are easy to peel off on the upper part of the bag wall and the bricks are easy to break in the impact area of the bottom of the bag. The main reason is that the machine-made brick fine powder and aggregate are forcibly pressed together by the brick press. During use, the spinel reaction volume expands, which will cause the matrix to crack and become loose. In addition, the critical size of the machine-made brick aggregate is smaller than that of the prefabricated block, and the thermal stress caused by the temperature difference between the hot end and the cold end of the bottom-clad brick can easily break the brick body with a thickness of 300mm. The thermal strength of the prefabricated block is higher than that of the machine-made brick, so the bottom of the prefabricated block is not prone to faults.
The main phases of alumina-magnesia machine-made bricks are corundum, periclase, and mullite. The main phases of corundum spinel machine-made bricks are corundum, periclase, spinel, and α-Al2O3 micro powder. The main phases of the corundum spinel prefabricated block are corundum, spinel, α-Al2O3, and tricalcium aluminate. For details, please see Figure 2.
Figure 2 XRD patterns of alumina-magnesia machine-made brick (B1), corundum spinel machine-made brick (B2), and prefabricated block (B3)
The corundum spinel prefabricated block has two binder systems. One is pure calcium aluminate cement and alumina-rich spinel powder. The other is a gel combination system of ρ-Al2O3 gel, fused magnesia fine powder, and SiO2 fine powder. The prefabricated block of the cement-spinel system has the characteristics of high thermal strength, small volume expansion, and strong erosion resistance, and is suitable for use in the bottom working layer of the package. The prefabricated block of the gel-magnesia fine powder system has good slag resistance and thermal shock performance due to the in-situ generation of magnesia-alumina spinel and is suitable for the working lining of the clad molten pool. Starting in 2018, the steel plant eliminated corundum spinel machine-made bricks. All prefabricated blocks are used for the bottom and wall of the bag, and the melting loss of the working lining is effectively reduced.
High-performance Slag Line Magnesia Carbon Brick
The proportion of LF refining in steel plants is as high as 60%. Some steel grade liquid slags have low basicity, low viscosity, and thin slag layer. These process characteristics bring great challenges to the slag line working layer. The slag line material before 2015 was ordinary magnesia carbon brick, and the main raw materials were ordinary fused magnesia, antioxidant, flake graphite, and phenolic resin. Its corrosion resistance and oxidation resistance are not strong, and the melting rate is very fast. In accordance with the characteristics of the refining process of the steel plant, the magnesia carbon brick formula has been greatly adjusted since 2016. Use 98 fused magnesia as an aggregate and fine powder to improve the corrosion resistance of magnesia carbon bricks. Partially modified graphite is used to replace flake graphite and a nano-carbon source is introduced, which significantly improves the thermal shock resistance and mechanical properties of magnesia carbon bricks. The overall performance of the slag line magnesia carbon brick has been greatly improved.
In recent years, the changes in the physical and chemical properties of ladle slag line bricks are shown in Table 3. Since 2012, the magnesia carbon brick formula has been adjusted three times to improve the grade of magnesia. Improve the performance of graphite, reduce the high-temperature flexural strength to improve corrosion resistance.
Table 3 Comparison of physical and chemical properties of magnesia carbon bricks in the ladle slag line in recent years.
Optimization of Permanent Layer Refractory Materials
Before 2016, the permanent layer material used in steel mills’ ladle was traditional alumina-magnesia castable. The mass fraction of alumina is 65% to 70%, and the mass fraction of magnesium oxide is 8% to 10%. The material has the advantages of low cost and good volume stability at medium temperature. However, long-term use in a medium and low-temperature environment has serious attenuation of strength (hereinafter referred to as thermal attenuation), and the problem of poor volume stability at high temperatures is more obvious. In addition, alumina-magnesia castables are heavy materials with high bulk density and large thermal conductivity, which are not conducive to the development of lightweight ladle and the improvement of thermal insulation.
Beginning in 2017, high-alumina castables have been used on the ladle, with a bulk density of 2.453 ~ 2.55g/cm3. It not only guarantees the safety of the permanent layer but also takes into account the heat preservation. Due to the limited crane lifting capacity of the 120t converter smelting system, it is necessary to design a more lightweight ladle permanent layer material. Finally, mullite castable was used, and its bulk density was 2.0~2.1g/cm3. After laboratory tests and field tests, the two new permanent layer materials are significantly better than alumina-magnesia castables in terms of medium and high-temperature strength, volume stability, and corrosion resistance (see Table 4).
Table 4 Comparison of permanent layer pouring and cooking performance
Development Trend of Refractory Materials for Ladle Lining
The general development trend of ladle refractories is to reduce consumption and improve cleanliness. Reducing consumption not only refers to reducing the cost of refractory materials per ton of steel in ladle but also requires reducing the consumption of refractory materials per ton of steel. The purpose is to reduce the pollution of refractory materials to molten steel. To improve cleanliness, on the one hand, use anti-melting lining materials, on the other hand, select non-carbon materials, calcium materials, and other refractory materials that do not pollute molten steel to meet the requirements of producing high-grade clean steel. The next stage of the development direction of steel mill ladle refractories is mainly the following aspects. (1) The permanent layer promotes high-strength and light-weight materials to improve the thermal insulation of the ladle. (2) Promote the whole pouring scheme of the working lining to improve the service life. (3) Establish an information platform for online monitoring of steel ladle, and improve operational safety by implementing safety monitoring.
Runner brick refers to a hollow refractory brick which is masoned at the groove of bottom plate for ingot casting. Its function is connecting king brick and steel ingot mold, so molten steel or iron can be transported into corresponding molds and casted into different shapes. Runner bricks are rectangular special shaped firebricks with many specifications and dimensions. Commonly used runner bricks are clay runner bricks and high alumina bricks. To reduce the friction during the flow of molten steel and prevent steel leakage, the inner wall of the runner brick should be smooth, with tight joint. Based on steel species, output and craft requirement, runner bricks can be divided into central hole king bricks, double holes king bricks, 3 holes king bricks, 4 holes runner bricks, tail bricks and so on.
Runner Bricks Characteristics
Widely used in various types of steel casting (including stainless steel and different kinds of alloy steels).
High refractoriness, good cracking resistance and strong corrosion resistance.
Regular and intact shape, smooth inner hole, accurate size.
Good high temperature performance, scouring resistance, deformation resistance and spall resistance.
Runner Bricks Physiochemical Index
Item
Clay runner brick
High alumina runner brick
Al2O3 %
≥ 42
≥65
Fe2O3 %
≤ 2.5
≤2.5
Refractoriness ℃
≥1680
≥1780
Apparent Porosity(%)
≤24
≤25
Bulk Density (g/cm3)
≥2.20
≥2.25
Cold Crushing Strength Mpa
≥25
≥45
Refractoriness under load ℃ (0.2Mpa)
≥1390
≥1450
Interaction Between Runner Brick And Molten Steel
With the increasing demand on steel quality, cleaning steel production is more and more popular. Generally speaking, oxygen, sulfur, phosphorus, hydrogen, nitrogen and other non-metal impurities are the main factors affecting the purity of steel. There is a direct relationship between the refractory material used for steelmaking and the purity of steel. Runner bricks are usually used in bottom casting method, they contact with the molten metal directly and suffers severe scouring and chemical corrosion, which seriously affects the quality of the casted products. So the quality of runner bricks has great influence on the quality of cast steel.
RS brand clay runner bricks and high alumina bricks with good scouring resistance and erosion resistance are widely used by lots of customers. From numerous production experiences, they are proved to have better performance.
The main function of tundish is keeping the temperature of steel liquid stable, making impurity float to the surface of steel liquid, promising the smooth going of the continuous casting during steel liquid shortage or steel ladle changing. The capacity of tundish is usually 15%~30% of steel ladle. Every continuous casting machine will equip 7~12 tundishes. Tundish Steel liquid temperature is 1510~1570℃. Learn more about the tundish refractory, please continue reading.
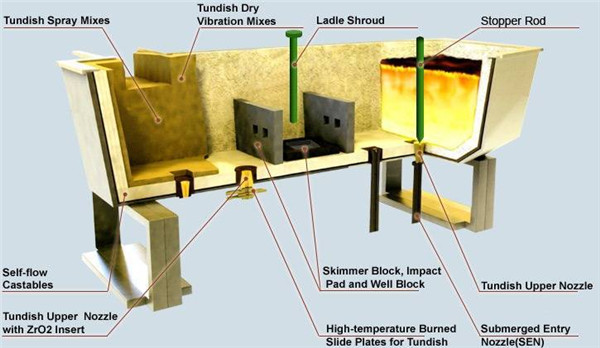
As a transition device between the ladle and the mold during the continuous casting process, the tundish is not only storage and distributor of the molten steel, but also a refining vessel of the molten steel. It can be used to stabilize the steel flow, reduce the scouring of the billet shell in the mold by the steel flow so that the molten steel has a reasonable flow field and a proper long residence time in the tundish. In order to ensure the uniform temperature of the molten steel and the separation and floating of non-metallic debris, the cleanliness of the molten steel and the continuous casting of multiple furnaces are an important part of improving the quality of steel and the efficiency of continuous casting. The structure diagram of the tundish is shown below.
Schematic Diagram of Tundish Structure
The Main Function of the Tundish
(1) Diversion of molten steel. For multi-stream and continuous casting machines, the molten steel is distributed to each mold through the tundish.
(2) Steady flow. Reduce the static pressure of the molten steel to maintain a stable liquid level in the tundish. Pour molten steel into the mold steadily.
(3) Store molten steel. When replacing the ladle with multiple furnace continuous casting, the drawing speed is not reduced. Create conditions for multiple furnace continuous pouring.
(4) Purify molten steel. In a long pouring time, the temperature of the molten steel is basically unchanged, and the inclusions in the molten steel are further raised. Avoid contact between molten steel and air, and avoid oxygen and nitrogen absorption.
Refractory Materials for Tundish
Refractory materials for tundish can be divided into three categories in terms of function.
The first category is lining materials. It is mainly composed of the thermal insulation layer, permanent layer, and working layer.
The second category is steady flow components. Including slag weir, slag baffle, impact plate, etc.
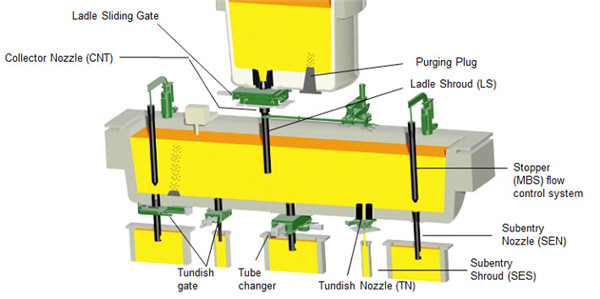
The third category is the flow control part. There are stoppers, sliding nozzles, sizing nozzles, and intrusive nozzles.
For billet continuous casting, the core of efficient continuous casting is high drawing speed. This requires that on the basis of the quality of the molten steel meeting the requirements, the continuous operating rate of the continuous caster and the casting speed should be increased as much as possible. To achieve higher billet temperature and cast billet quality. These technical indicators put forward two requirements for tundish refractories, one is a high performance, and the other is long life.
Composition of the Refractory Lining in the Tundish
The tundish is lined with refractory materials and generally includes the following parts. Refractory materials for different parts of the tundish are introduced respectively.
(1) Insulation layer (10-30mm), this layer is next to the steel shell of the tundish. Asbestos boards, insulation bricks, or lightweight castables are usually used. The best effect is aluminum silicate fiber felt, which has low thermal conductivity and is easy to build. Insulating lining. Insulating lining usually adopts clay bricks or insulating board, some steel mills may have no insulating lining.
(2) Permanent layer (100-200mm), which is in contact with the insulation layer. The material is generally clay bricks. The overall permanent lining is the most common, and the castable is generally high-alumina or mullite self-flowing castable. Permanent lining. The permanent lining is made from low cement or ultra-low cement alumina castable, which contains 60%~80% of Al2O3. The service life of permanent lining is between 200~1000 times, or even more.
(3) Working layer (20-50mm), this layer is in contact with molten steel and is the key part. Nowadays, insulation boards or coatings are commonly used. Insulation panels are generally siliceous, magnesia, or forsterite. The paint is magnesia, magnesia chromium, and magnesia calcium. The paint is sprayed mechanically or applied by hand. Corrosion lining. Corrosion lining is made from magnesia coating mix, insulating boards, or dry ramming mass.
(4) The Well Blocks are inlaid at the bottom of the tundish and used to install the tundish nozzle. The material is usually high alumina.
(5) The material of the bottom of the tundish is basically the same as that of the working layer. The bottom working layer of the tundish is easily damaged by the impact of molten steel, which requires corrosion resistance and wear-resistance. High-alumina bricks or dense high-alumina bricks and alumina-chrome bricks are generally used, and large, high-strength tar magnesia bricks are also used. The impact part of molten steel is reinforced with zircon bricks or prefabricated blocks.
(6) The tundish cover covers the tundish, which can play the role of heat preservation and molten steel splashing. The material is made of clay or high-alumina castable as the cover, usually adopts the alumina-silica castable with 60% of Al2O3.
(7) The slag retaining wall (weir), which is built in the tundish, can be a single wall or a double wall. The material of the slag retaining wall weir is usually high-alumina bricks, but can also be made into prefabricated blocks, and its purpose is to block. In order to improve the cleanliness of molten steel, a molten steel filter can also be installed on the slag retaining wall.
Impaction zone. Impaction zone can use high alumina precast blocks or high alumina bricks, magnesia precast blocks or magnesia carbon bricks can also be used.
Slag baffle. Slag baffles are mainly made from magnesia precast blocks. Magnesia calcium slag baffle which can adhere impurity in steel liquid is also under development.
Stopper. Alumina carbon integral stopper.
Metering nozzle. Zirconia metering nozzle. For small billet continuous casting, metering nozzle zirconia content can reach 94%, bulk density can reach 5g/cm3. Its service life can be longer than 20 hours.
Coating mix. Magnesia calcium coating mix can significantly decrease oxygen content and sulfur content in steel liquid, impurity index can decrease 37%.
Tundish nozzle. Corundum mullite nozzle or alumina carbon nozzle are usually used in the tundish. To avoid blockage during killed steel casting, there is also argon-blowing purging nozzle.
Heating furnace is thermal equipment used for heating steel billets or small steel ingots during steel rolling or steel forging. Heating furnace’s working temperature is usually below 1400℃. For continuous or circular heating furnaces, there are three temperature zones: low temperature zone, middle temperature zone and high temperature zone, i.e., preheating zone, heating zone and soaking zone, the temperature is 800~900℃, 1150~1200℃, 1200~1300℃, respectively.
The main damage reason of furnace lining is temperature fluctuation caused by discontinuous operation or alternative stop and open of furnace. Furnace bottom and furnace wall base part are mainly damaged by chemical reaction of molten iron oxide and firebricks. So different refractory materials should be chosen for different parts. If the working condition of heating furnace is good, the service life will be longer than 2 years.
Heating Furnace Refractory Classification
Alumina silica refractories are usually used in heating furnaces. Working lining of heating furnace is built by alumina silica firebricks, while outer lining is built by lightweight clay bricks, insulating boards and so on. For example, the roof of soaking zone and heating zone can adopt high alumina hoisting bricks. From inner layer to outer layer, furnace wall is built by high alumina bricks, clay bricks, lightweight clay bricks and insulating boards. Heating zone furnace bottom should resist iron oxide slag corrosion, so magnesia chrome bricks or magnesia bricks can be used here. At preheating zone, working layer can choose clay bricks.
With the development of castable, the ratio of casting refractory used in heating furnaces is increasing gradually. It brings great convenience for mechanization and automation. Meanwhile, the service life, heat preservation efficient and integration ratio are increased.
Sliding nozzle system are mainly used in two places, one is at the bottom of steel ladle, plays the role of steel liquid flowing rate control unit, the other is at the bottom of tundish, controlling steel liquid flowing rate from tundish to crystallizer. Sliding gate’s movement is controlled by operation unit, so the hole of up-sliding gate and down-sliding plate can be opened and closed at will, steel liquid flow rate is adjusted in this way.
Sliding nozzle system is composed of well bricks, sprue bricks and sliding gate. As to ladle sliding gate, high quality alumina zirconia carbon sliding gate and alumina carbon sliding gate’s service life is about 2~4 times. For tundhish sliding gate, it should serve a continuous casting cycle, which means the service life is usually below 8 times. For ordinary steel casting, alumina carbon sliding gate and alumina zirconia carbon sliding gate can meet production requirement. For up-long nozzle, corundum bricks, alumina carbon bricks and chrome corundum bricks are usually adopted. Their service life is between 20~30 times.
Ordinary casting sliding gate system refractory
Item
Alumina carbon up nozzle
Alumina carbon mortar
Alumina zirconia carbon sliding gate
Alumina carbon down nozzle
Alumina down nozzle
Application
Steel ladle sliding nozzle
Sliding nozzle masonry
Steel ladle
Steel ladle
Steel ladle
Al2O3 %
90
≥65
≥70
75.6
≥60
F·C %
4.7
4.7
≥7
4.87
/
Fe2O3 %
/
1.60
ZrO2≥6
/
/
Apparent porosity %
4.7
/
2
5.7
13.6
Bulk density g/cm3
3.18
/
3.07
2.86
2.40
Crushing strength MPa
112.3
/
117
105.5
65
Modulus of rupture Mpa
/
3.8(1500℃, 3h)
Refractoriness under load(T2) ℃
>1700
/
≥1700
≥1700
/
Reheating linear change rate %
/
Setting time: 60~150min
Item
Up nozzle well block
Well block
Up nozzle
AC sliding gate
AZC sliding gate
Sliding gate mortar
Material
Corundum
High alumina
Chrome corundum
Alumina carbon
Alumina zirconia carbon
Alumina chrome
Al2O3 %
97
81.5
87
93
77.7
84
Cr2O3 %
/
/
10
/
/
4.5
SiO2 %
/
11
/
6.2
/
4
CaO %
2.4
TiO2: 3.3
/
/
/
/
ZrO2 %
/
P2O5: 2.2
P2O5: 2.0
/
6.5
P2O5: 5
C %
/
/
/
9
8.2
/
Apparent porosity %
/
22
17.5
16
9
/
Bulk density g/cm3
3.0
2.75
3.25
2.79
3.07
/
Crushing strength MPa
>50
80
/
>30
200
/
Modulus of rupture Mpa(1450℃)
2.8
/
/
>7
12
/
Refractoriness under load(T2) ℃
/
>1430
>1700
≥1700
/
/
Reheating linear change rate %(1450℃,3h)
/
1.0
/
/
/
/
Main Damage Reasons of Sliding Gate
Carbon boning sliding gate can be oxidized in middle temperature oxidizing condition and lose strength, the surface of sliding gate will be abraded irregularly. It is the main damage reason of sliding gate.
Another damage reason is thermal shock. Sliding gate will endure strong thermal shock and generate great thermal stress, which can induce sliding gate crack or crushing.
The third damage reason is steel liquid scouring and abrasion. Steel liquid flowing speed is very quick, can take away oxide granule and dissolve carbon in sliding gate, so the diameter of sliding gate’s hole is enlarged.
High Oxygen Steel Casting Sliding Gate
For high oxygen steel casting, alumina carbon sliding gate and alumina zirconia carbon sliding gate’s service life can greatly decline. Sliding nozzle system must have good oxidization resistance, good iron oxide corrosion resistance, as well as thermal shock resistance and abrasion resistance. Through numerous research and application cases, alumina magnesia spinel carbon sliding gate, magnesia spinel carbon sliding gate and magnesia carbon sliding gate are tested to have good service life.
Submerged nozzle ‘s top end connects to the bottom of tundish, bottom end extends into crystallizer, so steel liquid flows from tundish won’t expose to air. The advantages of submerged nozzle are: avoiding steel liquid splashing, reducing impurity entry and protecting steel liquid from oxidization.
Submerged nozzle’s working condition is very harsh, such as very strong thermal shock, steel liquid scouring and erosion, crystallizer protection slag intense corrosion. As protection slag is low melting point, low viscosity material which contains strong corrosive fluorite, K oxide and Na oxide, its corrosion to submerged nozzle is severer than long nozzle, submerged nozzle’s technical requirement is much higher than elongated nozzle.
Submerged Nozzle Types
Silica submerged nozzle is primary used in steel mills, but the corrosion rate is very quick, can only be used in those with lower continuous casting times. Quartz submerged nozzle is not suitable for high continuous casting level or special steel continuous casting mills. Composite submerged nozzle is improved on basis of molten quartz nozzle, slag line adopts composite refractory which has better corrosion resistance to improve service life.
To meet the quick development of continuous casting technique, alumina carbon submerged nozzle is designed. Its service life is significantly prolonged, but thermal shock resistance of alumina carbon submerged nozzle is not very good. To meet thermal shock resistance, some ratio of mullite and molten quartz are added into alumina carbon submerged nozzle. Composite submerged nozzle, such as alumina zirconia carbon submerged nozzle, zirconium boride submerged nozzle are developed, which have good slag corrosion resistance and steel liquid corrosion resistance.
Submerged Nozzle Physiochemical Index
Item
Composite submerged nozzle-1
Composite submerged nozzle-2
Quartz submerged nozzle
Main body
Slag line
Purging part
Main body
Slag line
Material
Al2O3-C
ZrO2-C
Al2O3-C
Al2O3-C
ZrO2-C
Quartz
Al2O3 %≥
48
/
80
45
/
/
C %≥
30
15
15
20
12
/
ZrO2%
/
77
/
/
80
/
SiO2 %
≤15
/
/
≤20
/
≥99
Apparent porosity %≤
17
18
/
20
18
19
Cold compression strength Mpa ≥
17
/
/
16
/
40
Cold rupture strength Mpa
≥6
/
/
≥4
/
/
Thermal shock resistance/ times
≥5
/
/
≥5
/
≥5
For aluminum killed steel casting, nozzle will be blocked by clots, so argon blowing method can be used to avoid this problem, inner lining of submerged nozzle can adopt carbon free refractory and calcium zirconate to get better performance. Submerged nozzle also has another important problem, i.e., surface oxidation, which can make submerged nozzle lose structural strength and damaged. So, a layer of anti-oxidation material can be coated to the surface of submerged nozzle.
Continuous casting system stopper is installed above tapping nozzle. Through adjusting the gap between stopper and nozzle, steel liquid flowing speed can be controlled. The earliest sleeve bricks of stopper are high alumina bricks or clay bricks. Stopper end is made by alumina carbon refractory. They need to assemble with steel structural controlling rod for using. The service life of combined stopper is not very high, usually less than 6 hours. The main damage reasons of stopper are: On one hand, steel structure is softened in long term high temperature environment and loses controlling effect, on the other hand, sleeve brick is corroded too quickly. To solve this problem, steel controlling rod should have good high temperature performance, sleeve brick should have excellent corrosion resistance and stopper end should properly match with nozzle bowl part.
Another method to solve the problem of combined stopper’s low service life is adopting integral stopper, i.e., alumina carbon integral stopper. Alumina carbon integral stopper is made by isostatic pressing molding, solidifying, mechanical processing and carbonizing, there is no metal rod in alumina carbon stopper and avoids the problem of metal rod softening. The service life of alumina carbon integral stopper can reach to 10h. But stopper end and nozzle bowl part will be scoured irregular and not smooth, it will cause difficulty for flow speed control, or even can’t close. That is key factor constraining the service life of alumina carbon stopper.
Continuous Casting System Stopper Physiochemical Index
Item
Chemical composition (w %)
Cold CS/Mpa ≥
Apparent porosity % ≤
High Temp. rupture strength Mpa
Thermal shock resistance /times
Al2O3 ≥
C≥
ZrO2
SiO2
MgO
Integral stopper
60
25
/
/
/
16
19
≥5
≥5
55
23
/
/
/
15
/
≥4
≥5
Combined stopper
Sleeve brick
60
/
/
≤30
/
40
18
/
≥20
Sleeve brick
42
/
/
≤52
/
40
18
/
≥20
Stopper end
80
10
/
/
/
40
18
≥12
/
Stopper end
75
10
≥6~9
/
/
40
6
≥12
/
Composite stopper
Main body
60
25
/
/
/
16
19
≥5
≥5
Slag line
/
14
/
/
80
30
5
≥10
/
Slag line
75
10
≥6~9
/
/
25
10
≥8
/
End
/
5
≥90
/
/
/
/
/
/
End
85
5
/
/
/
/
/
/
/
Continuous Casting System Stopper applications
For steel mills using converter to produce ordinary construction steel , steel liquid supply is sufficient, it needs the long service life of stopper, the longer the better. For steel mills producing special steel, different types of steel have different corrosion to stopper, so stoppers which can resist different kinds of steel liquid corrosion is needed. For this reason, slag line part of stopper adopts magnesia carbon refractory, stopper end part adopts alumina zirconia carbon refractory.