Maximizing Blast Furnace Performance with Quality Checker Bricks
Blast furnace technology is a critical aspect of the iron and steel production process. This highly specialized technology requires various components, including checker bricks, to operate at optimal performance. Checker bricks are a unique type of refractory material that plays a vital role in enhancing the performance of blast furnaces. In this essay, we will explore the importance of using high-quality checker bricks to maximize blast furnace performance.

What’s a Checker Bricks for Blast Furnace?
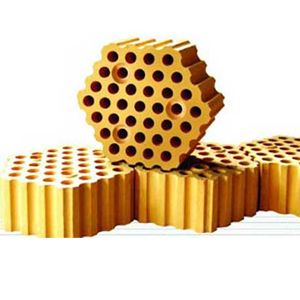
Checker bricks are named after their unique checkered pattern. They are typically used in the lower portion of the blast furnace where they serve as a lining material. Checker bricks consist of a combination of carbon, silicon carbide, and alumina, which gives them high-temperature resistance and durability. They are designed to withstand extreme temperature and pressure conditions in the lower portion of the furnace and play a crucial role in enhancing the efficiency and productivity of blast furnace operations.
How to Maximize Blast Furnace Performance with Quality Checker Bricks?
One of the key benefits of using quality checker bricks in blast furnace construction is their ability to improve thermal efficiency. The lower portion of the blast furnace experiences some of the highest temperatures and pressures in the entire iron production process. Checker bricks help to regulate and control the flow of hot gases and materials through the furnace, ensuring optimal heating and combustion conditions. By regulating the flow of materials, checker bricks help to minimize heat loss and maximize thermal efficiency. This results in significant energy savings and improved overall blast furnace performance.

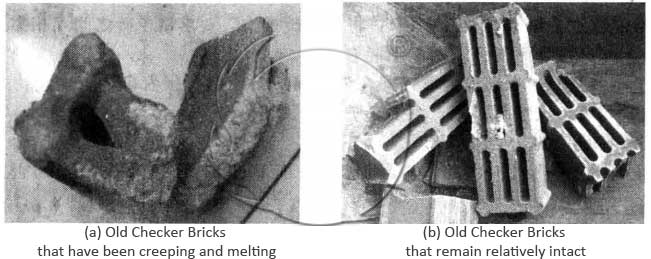
Another important benefit of using quality checker bricks is their ability to reduce downtime and maintenance costs. Blast furnace downtime can be costly, resulting in lost production and revenue. Checker bricks that are of poor quality or not designed for the specific conditions of the blast furnace can fail prematurely, requiring frequent replacement and maintenance. High-quality checker bricks are designed to withstand the extreme conditions of the blast furnace, minimizing the risk of failure and reducing downtime and maintenance costs.
Furthermore, quality checker bricks can help to improve the overall quality of iron production. The checker brick lining plays a vital role in ensuring that the blast furnace operates at optimal conditions, which results in high-quality iron production. Checker bricks help to regulate and control the flow of materials through the furnace, ensuring that the iron produced is of consistent quality and purity.
Checker Refractory Bricks Used in Blast Furnace
Checker bricks, checker refractory bricks blast furnace, is a checker brick with many advantages such as strong heat exchange ability, large heat storage area, smooth ventilation, and low resistance, which is generally recognized and accepted by the ironmaking industry in the world. Checker brick is a heat transfer medium used in the blast furnace regenerator. It is usually arranged in an orderly manner in the regenerator, plays a heat storage role during the “burning period”, and heats the cold air into hot air through convective heat exchange and radiation heat exchange during the “air supply period”.

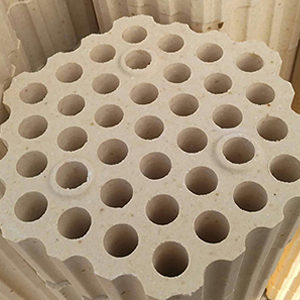
At present, checker bricks, checker bricks blast furnaces, and checker bricks are mainly used in blast furnaces hot blast stoves, and flame furnaces. Checker bricks are mainly used in the regenerator of the hot blast stove. Checker bricks with grid holes in a certain structure are arranged in an orderly manner, and the upper and lower through holes of the checker bricks allow gas to pass through. According to the technical requirements of different temperature regions, silicon checker bricks, and clay bricks are generally used. In some hot blast stoves, there are also high alumina bricks, mullite bricks, sillimanite bricks, etc. to choose from. The function of the hot blast stove is to heat the cold air sent by the blower to the blast furnace into hot air. Then, the hot air is sent to the blast furnace through the hot air pipe for a combustion reaction. The blast furnace hot blast stove has a furnace firing period and an air supply period, and the rotation of the two task periods. During the firing period, the extinguished low-temperature flue gas passes through the holes of the checker bricks of the hot blast stove and transfers heat to the checker bricks. During the air supply period, the cold air from the blower enters the hot blast stove, is heated by the checker bricks to become hot air, and is sent to the blast furnace through the hot air pipe.
Clay bricks for hot blast stoves belong to a secondary category of silicon-aluminum series products. They are refractory products with an Al2O3 content of 30-48% made of clay clinker as aggregate and refractory clay as a binder. The refractoriness of clay bricks is comparable to that of silica bricks, as high as 1690-1730°C, but the load hardening temperature is more than 200°C lower than that of silica bricks.
In conclusion, maximizing blast furnace performance requires the use of high-quality checker bricks. These specialized refractory materials play a crucial role in improving thermal efficiency, reducing downtime and maintenance costs, and ensuring high-quality iron production. The use of quality checker bricks can result in significant energy savings, increased productivity, and improved overall blast furnace performance. It is essential to select the right type of checker bricks that are designed for the specific conditions of the blast furnace and to ensure that they are properly installed and maintained. By doing so, blast furnace operators can ensure optimal performance and maximize the efficiency of their iron production process. Buy refractory bricks used in blast furnace from Rongsheng.